| ООО "Нефтехим-Инжиниринг" |
|
||||||||||||||||||||||||||||||||||||||||||||||||||
| Автоматизированная система управления нефтеперерабатывающим мини-заводом
Приведены структура и технические характеристики системы управления установкой переработки нефти (газового конденсата). Рассмотрены особенности построения системы управления для взрывоопасных объектов. Дан анализ технических средств для реализации системы. Structure and technical characteristics of control system of plant oil (gas condensate) refining are represented. Peculiari ties of control system structure for highly explosive objects are examined. Analysis of technical means for implementation of system is given. В настоящее время в ряде регионов вводятся в действие нефтеперерабатывающие предприятия малой и средней мощности, позволяющие решить проблему местного обеспечения моторным и котельным топливом. Основные достоинства мини-заводов - относительно быстрый ввод их в эксплуатацию и невысокая стоимость. Окупаемость мини-заводов с учетом капиталовло жений на создание общезаводского хозяйства при пере работке нефти составляет 1... 1,2 года, при переработке газового конденсата - 8... 10 месяцев. Технологическое оборудование нефтеперерабатывающих установок выпускается в блочно-модульном исполнении и поставляется, как правило, с АСУ.
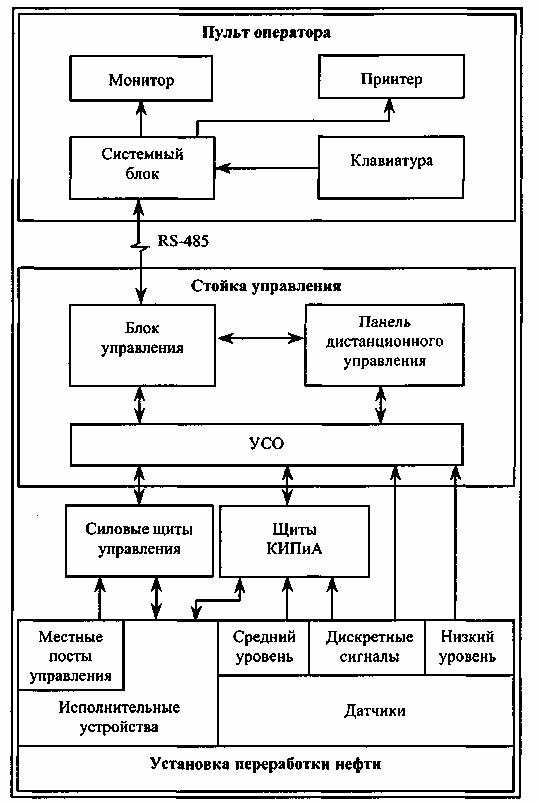
В данной статье рассматриваетсяАСУ мини-заводом по переработке нефти (конденсата). Функции системы управления: • контроль технологических параметров и состоя ния оборудования; • контроль наличия опасных концентраций горючих газов; • световая и звуковая сигнализация состояния обо рудования и отклонений технологических параметров от заданных уставок; • логическое управление блокировками и защитой; • регулирование технологических параметров; • аварийное отключение (переключение) техноло гического оборудования; • ручное управление оборудованием с панели дис танционного управления; • отображение состояния ТП в текстовом виде, в виде динамической мнемосхемы, графиков, имитаторов стрелочных индикаторов, линейных индикаторов и ре гуляторов; • формирование и печать суточных рапортов; • архивирование информации; передача информации в смежные и вышестоящие системы (при необходимости)
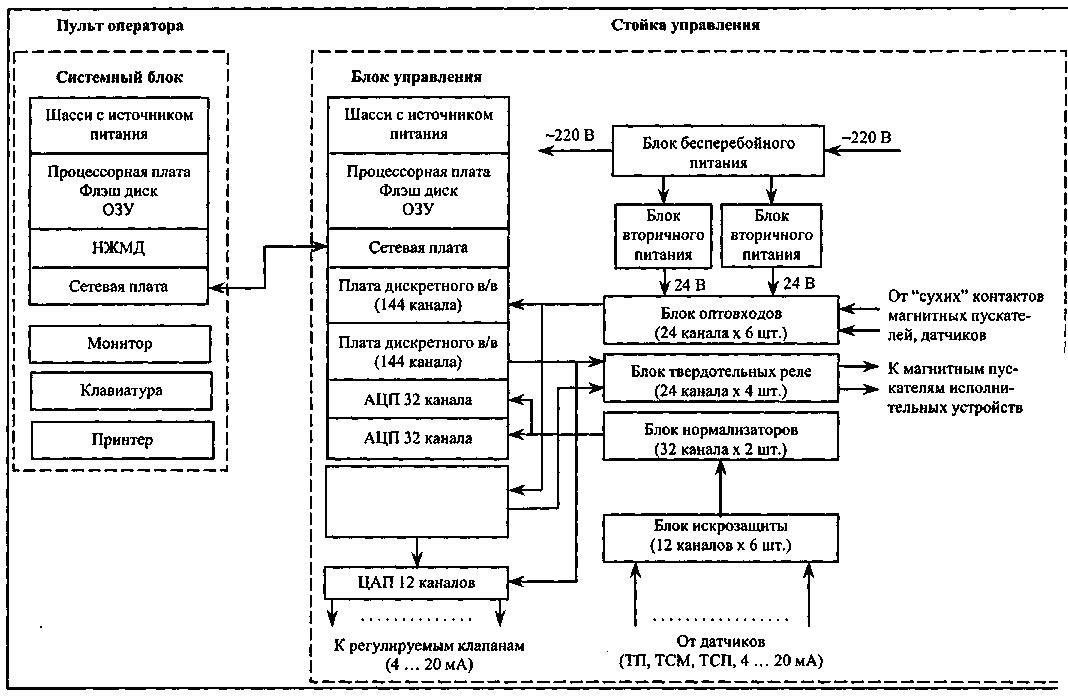
Рис. 1. Структурная схема системы управления установкой переработки нефти Структурная схема системы управления приведена на рис. 1. Состав системы управления (рис. 2): пульт операто ра-технолога, стойка управления, щиты КИПиА, сило вые щиты управления, полевое оборудование, ПО. Пульт оператора-технолога включает в себя: цветной монитор, системный блок, клавиатуру, принтер. Стойка управления содержит: блок управления, модули ввода-вывода, барьеры искрозащиты, панель дис танционного управления, блок бесперебойного питания, блоки вторичного питания, монтажную панель. В щитах КИПиА скомпонованы источники питания и вторичные преобразователи датчиков, барьеры искро защиты, блоки управления отсечными клапанами. В силовых щитах управления смонтированы электрические аппараты, необходимые для управления исполнительными механизмами (насосами, задвижками, холодильными и вентиляционными установками). Полевое оборудование - датчики, исполнительные механизмы, посты местного управления встроены в технологическое оборудование и поставляются ком плектно с ним. Схема комплекса технических средств пульта опера тора и стойки управления приведена на рис. 3.
Рис. 3. Схема комплекса технических средств пульта
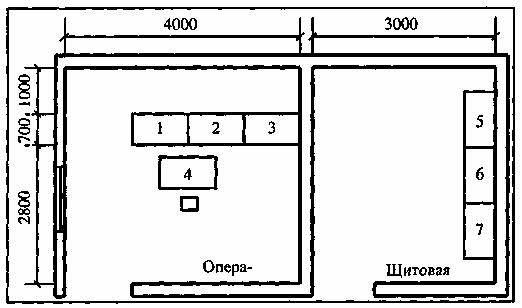
Рис. 2. Примерный план размещения технических средств системы управления в операторной и щитовой: 1 - стойка управления; 2, 3 - щиты КИПиА; 4 - пульт оператора; 5, 6, 7 - силовые щиты управления
Основные требования к техническим средствам системы - высокая надежность и конкурентоспособная приемлемая стоимость. Исходя из этих требований в системе применены аппаратные средства для промышленной автоматизации с архитектурой IBM PC фирмы Advantech (Тайвань), апробированные и хорошо себя зарекомендовавшие в жестких условиях эксплуатации. В состав пульта оператора входит системный блок ( IBM PC совместимый компьютер), реализованный на трехслотовом шасси с шиной ISA и источником пита ния. В системном блоке находятся процессорная плата с процессором Pentium 200 МГц, флэш-диск емкостью 24 МБ и ОЗУ - 32 МБ. Кроме того, в шасси установлены накопитель на жестком магнитном диске (НЖМД) на 2,4 ГБ для архивирования информации и сетевая карта, реализующая интерфейс RS -485 для связи с блоком управления стойки управления и системой верхнего уровня, при необходимости. С помощью монитора и клавиатуры осуществляет ся визуальное наблюдение за ходом ТП в виде: • графиков изменения значений параметров; • индикации значений параметров в цифровом виде; • отображения состояния регулируемых клапанов; • фрагментов динамической мнемосхемы с индикацией значений параметров и состояния оборудования. Кроме того, оператору-технологу предоставлена возможность, при необходимости, изменять уставки, шкалы АЦП, диапазоны измерения датчиков, вводить начальные условия для регулируемых клапанов. Принтер предназначен для вывода на печать суточных рапортов и хронологии событий аварийных состояний. На печать могут быть выведены графики изменения значений параметров за заданный промежуток времени, что исполь зуется при анализе аварийных ситуаций. Блок управления стойки управления также представляет собой IBM PC совместимый компьютер, реализованный на шестислотовом шасси с шиной ISA и источником питания. В шасси установлены: • процессорная плата с процессором Pentium 133 • сетевая плата интерфейса RS-485; • две платы дискретного ввода/вывода; две платы АЦП
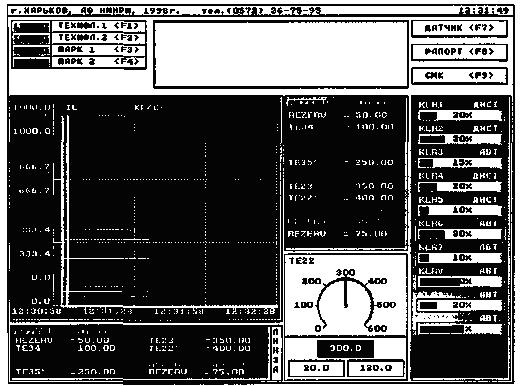
Рис. 4. Фрагмент представления информации оператору
В системе использованы технические средства УСО собственной разработки, что связано с высокой стоимо стью покупных технических средств УСО, а также с необходимостью применения панели дистанционного управления (ПДУ), с помощью которой можно управ лять исполнительными устройствами даже при нерабо тающем блоке управления. Это предъявляет определён ные схемотехнические и конструктивные требования к платам гальванической развязки дискретных сигналов (блокам оптовходов) и блокам твёрдотельных реле, ко торые должны быть информационно связаны как с блоком управления, так и с ПДУ. Для этих целей разработаны 24-канальные блоки оп товходов и 24-канальные блоки твердотельных реле, каж дый их которых имеет по два 50-контактных соединителя и обеспечивает мультиплексированный информационный обмен как с блоком управления, так и с ПДУ. Стоимость блоков собственной разработки значи тельно ниже покупных, а их наличие позволяет упро стить монтаж стойки управления. Мини-заводы по переработке нефти относятся к объ ектам повышенной опасности, технологическое обору дование расположено в зоне В1Г, поэтому все сигналы от датчиков, установленных во взрывоопасной зоне, вводятся в УСО через барьеры искрозащиты, которые конструктивно объединены в 12-канальный блок и имеют вид взрывозащиты "искробезопасная электриче ская цепь". Сертификационным Центром взрывозащи-щённого и рудничного электрооборудования на блоки выданы Заключение о взрывозащищённости электро оборудования, Сертификат соответствия и Разрешение на производство. Стоимость зарубежных нормализаторов сигналов дос таточно высока (100... 150 долл. США за канал). К тому же нормализаторы сигналов, выпускаемые в странах дальнего зарубежья, из-за неполного соответствия стандартов на серийные термосопротивления, выпускаемые в дальнем зарубежье и странах СНГ, требуют их перекалибровки при использовании, а некоторые отечественные датчики вообще не имеют зарубежных аналогов. Поэтому были разработаны модули нормализации для номенклатуры сигналов отечественных датчиков, применяемых в системе управления, с использованием комплектации американских фирм Analog Devices и Burr Brown Учитывая, что АЦП PCL -813 E фирмы Advantech , применяемые в системе, имеют гальваническую развязку входных сигналов, в разработанных модулях норма лизации ограничились реализацией функций подавле ния синфазных помех и преобразованием входных сиг налов от датчиков в напряжение постоянного тока 0...5 В, пропорциональное входному сигналу. Конструктивно блок нормализации выполнен в виде монтажной (материнской) платы, на которую может быть установлено до 16-ти двухканальных модулей. Посредством плоского жгута блоки нормализаторов подключаются к АЦП, установленным в блоке управления. Управление исполнительными устройствами выполняется блоком управления через плату дискретного вво да/вывода, подключённую к блокам твердотельных ре ле, сигналы с выходов которых управляют работой магнитных пускателей исполнительных устройств в соответствии с алгоритмом управления объектом. Для поддержания параметров ТП в заданном диапазоне выполняется автоматическое регулирование наиболее от ветственных параметров. Специфика ТП определила возможность применения ПИ закона регулирования. Сигналы управляющего воздействия в цифровом виде передаются от блока управления в ЦАП, на выходе кото рого формируются аналоговые сигналы, управляющие через пневмопреобразователи пневморегуляторами. ПО является неотъемлемой частью системы управ ления и реализует выполнение всех вышеперечислен ных функций, которые обеспечивают оптимальную ра боту технологического оборудования и предотвращение аварийных ситуаций. ПО выполнено в виде двух отдельных комплектов программ, функционирующих на одноплатных компью терах стойки управления и пульта оператора. ПО стойки управления осуществляет тестирование аппаратных средств при запуске, автоматический сбор информации от объектов контроля, расчет и выдачу управляющих воздействий на узлы регулирования в соответствии с алгоритмом управления ТП. ПО пульта оператора поддерживает отображение, об работку и архивирование результатов контроля состояния объекта, настройку технических средств стойки управле ния на заданный режим работы, работу с архивами дан ных, формирование и печать отчетных документов. На рис. 4 приведен один из фрагментов представления информации оператору. Нефтеперерабатывающие мини-заводы, введенные в эксплуатацию в 1997...2000 г.г., успешно работают в Таджикистане, Ставропольском крае (г. Буденновск), Кабардино-Балкарии (г. Нальчик). По результатам эксплуатации отработаны и скорректи рованы проектная документация (проектировщик - инсти тут "СинтезПАВ", г. Белгород, Россия), документация на технологическое оборудование (изготовитель - завод "Белэнергомаш", г. Белгород, Россия), документация на систему управления (разработчик и изготовитель НИИ радиотехнических измерений, г. Харьков, Украина). При изготовлении и поставке заказов максимально ис пользуются новые материалы и комплектующие, появляющиеся на рынке в период запуска заказа в производство.
Технологическое оборудование и система управле ния разрабатываются и изготавливаются по индивиду альным заказам с учетом физико-химических свойств исходного сырья, климатической зоны строящегося за вода, существующей инфраструктуры, а также требова ний заказчика к конечному продукту
|
|